Richiedi il catalogo
dei nostri prodotti
Compila i campi richiesti per ricevere via mail il nostro catalogo in formato PDF.






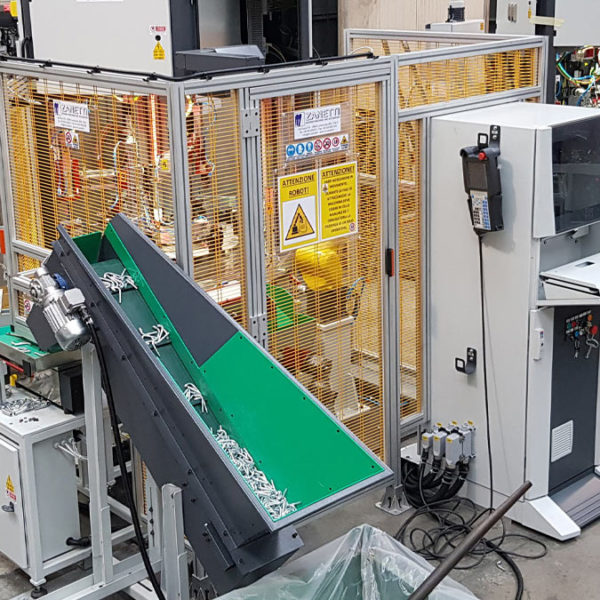
La macchina esegue il collaudo di rubinetti gas.
È costituita da un basamento, da una tavola rotante servo controllata a CN programmabile elettronicamente tramite pannello di comando Touch Screen e da un disco rotante completo di posaggi per il posizionamento dei pezzi.
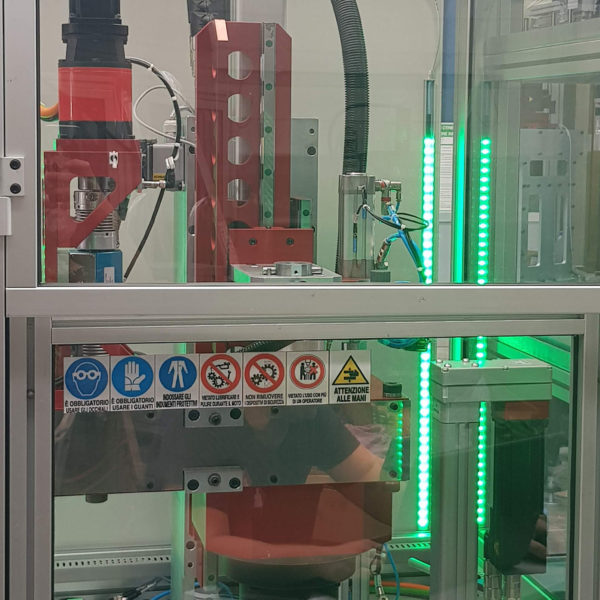
La macchina è inoltre dotata di pannello di comando Touch Screen dal quale è possibile gestire il set up macchina automatico facilitato ad ogni cambio attrezzatura, lotto e/o articolo e monitorare i dati di produzione tramite dispositivi mobili.
Il supervisore centralizzato è collegabile al database di gestione per il trasferimento dati seguendo scrupolosamente i requisiti imposti dal progetto Smart Factory e Impresa 4.0.
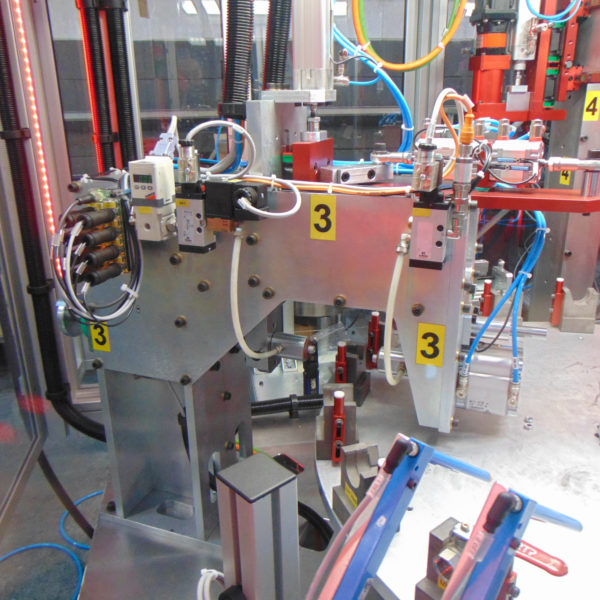
La macchina esegue il test di tenuta e il test di flusso sui rubinetti.
Lo scarico è automatico con selezione buoni e discriminazione della tipologia di scarti.
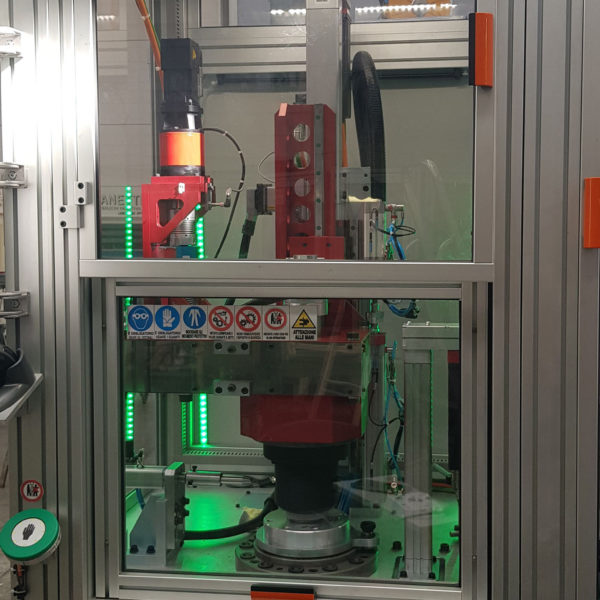
Tavola CNC a 12 divisioni con n.12 posaggi